AUTOMATED ULTRASONIC TESTING (AUT)
PHASED ARRAY (PAUT)
DQE is providing advanced ultrasonic examination services which can replace radiography in compliance with Codes. Highest possible P.O.D (probability of detection of defects) can be achieved in testing your welds and products without safety issues and interruption of work.
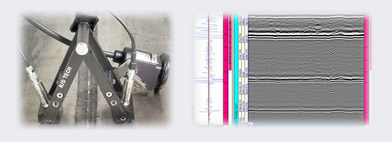
AUT systems have become much portable recently by combining Phased Array & TOFD techniques. A single Phased array probe can replace tens of conventional probes focused differently
DQE is providing highest quality service with the globally accepted most powerful equipment like Pipewizard, Focus-LT and thanks to his experience in AUT for over 10 years.
Phased Array (PAUT)
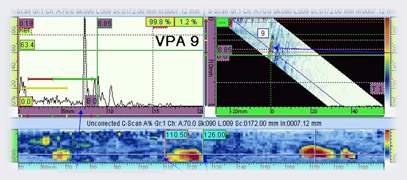
Phased arrays permit combining electronic scanning, sectorial scanning and precision focusing to give a practical combination of 2D and 3D displays for better locating and sizing of flaws. Optimum angles can be selected for welds and other components, while electronic scanning permits fast and functional inspections.
Faster & Better Inspection
- Better detection and sizing of flaws
- Easier characterization of flaws and geometry
- Ability to record digital data and retain inspection records
- Typically allows one line scans and reduced footprint so lesser surface preparation
- In addition to common advantages of UT, improved coverage and detection capability with one single scan
DQE, is also accredited in PAUT & TOFD scopes and its technicans are certified by accredited organizations in accordance with ISO 9712. DQE owns a wide-range of calibration and validation blocks in stock. In addition, is capable of producing blocks with or without weld and providing turn-key procedure validation and personnel qualifications with proved success.
SPECIAL AREAS OF APPLICATION
TOFD is a diffraction technique utilizing time of flight. When the beam strikes a discontinuity the discontinuity vibrates and emits energy in all directions, especially from the tips of the indication. Thus, it detects flaws independent of flaw orientation without a need for a set-up dedicated to weld geometry. When combined with Phased Array, the best available detection and sizing of flaws is achieved.
ADVANTAGES
v High precision and accuracy (highest POD “probability of detection”)
v Accurate sizing capability of ± 0.3 mm
v Permanent data recording with B-scan type imaging (side view)
v Technique allows for rapid scanning
v Detection and sizing almost flaw orientation independent.
v Based on TOF so avoid common amplitude technique sizing errors
v Setup virtually independent of weld configuration
v Wide coverage area w/ smaller footprint

SPECIAL AREAS OF APPLICATION
PHASED ARRAY ULTRASONIC TESTING ON SMALL-BORE PIPES
DQE offers Phased array weld inspection with imaging with state-of-the-art probes and wedges for small-bore piping starting from 19mm diameter and 3,2mm wall thickness. A radial clearance of 13mm is enough for application thanks to special low-profile design of the scanner and probe, making it ideally suited for boiler tubes. Probes are focused specially for small wall thickness by using curved ultrasonic crystal. Therefore provides high detection and sizing capability
WHY USE PAUT IN LIEU OF RADIOGRAPHY (RT) ON BOILER TUBES?
Ø All other works are being held during RT because boilers working area is a confined-space. This situation is leading to loss of time and increase of workmanship costs seriously in all assembly works, especially during maintenance and modification.
Ø RT has many safety hazards
Ø PAUT is giving Results much faster compared to RT
Ø Scanning process of PAUT can be audited
COMPLIANCE TO CODES
v EN ISO 20601 standard allows to use this system.
v It is in compliance with ASME B31.1 and B31.3 codes.
v Can be applied with a specific procedure prepared according to ASME SEC V for the other construction codes.